装置のトラブル相談・よくあるご質問
ディスコの装置をお使いの上で生じる、さまざまな疑問の解決策や、トラブルかな?と感じたときの適切な対処法を紹介しています。
- 3000/6000 シリーズ および DAD323
- 7000 シリーズ
- 8000 シリーズ および DAG810/811
3000/6000 シリーズ および DAD323
再起動を実施してください
電源を遮断し、約1分後に電源を投入してください。
装置が正常に起動した場合
そのまま装置をご使用ください。装置を再起動してもフリーズが発生する場合
フリーズしているときのタッチパネルの画面表示を確認の上、弊社カスタマーエンジニアにご連絡ください。なお、フリーズした画面上にWindowsのメッセージダイアログが開いている場合は、その表示内容もご連絡ください。
エラーが発生していますか?
装置付属の取扱説明書を参照してください。
エラーは発生していないのにシステムイニシャルが実行できない
最後に閉めたカバーをもう一度、開いて閉め直してください。閉めたカバーがしっかりと閉じていることを確認し、システムイニシャルを実行してください。
改善しない場合は、弊社カスタマーエンジニアにご連絡ください。
電源は再投入できますか?
電源が投入できた場合、ログデータに「POFF」の記録、またはUPSが起動した記録が残っているかを確認してください。何もログデータが残っていない場合は弊社カスタマーエンジニアにお問合せください。
電源ブレーカのレバーが「TRIPPED」位置になっていませんか?
「TRIPPED」位置で電源が遮断された場合、一度「RESET」位置へブレーカレバーを回し、再度「ON」位置へレバーを回して電源を立ち上げます。 詳細は装置付属の取扱説明書を参照してください。
電源を投入しても再度、電源ブレーカのレバーが「TRIPPED」位置になる場合、1つの要因として漏水のおそれがあります。 漏水が確認された場合、装置の電源ブレーカ、および設備側の供給電源を遮断し、錠前などでロックアウトしてください。漏水対策後、θ軸モーター、X軸モーター、およびモータコネクタ周囲の水をしっかり乾燥させてください。
漏水がない場合、動力ラインが短絡しているおそれがあります。弊社カスタマーエンジニアにお問合せください。
最後に閉めたカバーを開閉してください
最後に閉めたカバーをもう一度、開いて閉め直してください。閉めたカバーがしっかりと閉じていることを確認し、システムイニシャルを実行してください。
軸が動かない場合は、再起動してください。装置を再起動してください
電源を遮断し、約1分後に電源を投入してください。
エラーが発生し続ける場合は、弊社カスタマーエンジニアにご連絡ください。
軸ドライバのセグメント表示が確認できる場合は、数字を控えてご連絡ください。
ダイシングテープに穴が空いていませんか?
深切りが発生し、ダイシングテープに穴が空いている場合
[加工の浅切り/深切りが発生した]をご確認ください。ブレードが破損し、ダイシングテープに穴が空いている場合
[精密加工ツールトラブル相談]>[ブレードのトラブル]>[ブレードが破損する]をご確認ください。ダイシングテープとC/Tの間に水が浸入していませんか?
フレームが固定されていないと、ダイシングテープとC/Tの間に水が浸入してエラーが発生します。フレームクランプがしっかりと閉じていない場合、弊社カスタマーエンジニアにご連絡ください。
C/Tワークバキュームの値が短時間で極端に変動していませんか?
C/Tとテーブルベースの間に異物が混入しているとバキューム値が安定しません。C/Tの裏面とテーブルベースの上面を清掃してください。
C/Tワークバキュームの値は低くありませんか?
真空エジェクタのつまりが考えられます。装置付属の取扱説明書を参照ください。
C/Tワークバキュームとテーブルバキュームの値の差は大きくありませんか?
C/Tワークバキュームの値を検出するセンサが故障していると、テーブルバキュームの値との差が大きくなります。弊社カスタマーエンジニアにご連絡ください。
ビトリファイドボンドブレード(VT07/12シリーズなど)をお使いですか?
接触セットアップ(C/Tセットアップ、またはセンサ位置合わせセットアップ)時に、ブレードがC/Tに切り込んだ可能性があります。
接触セットアップを実施する際は、別売りのセットアップツールをご使用ください。セットアップツールについては、弊社カスタマーエンジニアにお問い合わせください。なぜ起こる?
接触セットアップでは、ブレードとC/Tとを直接、接触させ導通を検知することでC/Tの高さを測定しています。
ビトリファイドボンドブレードはガラス質、およびセラミックス質の材料で構成されており、導通性を持ちません。そのためブレードとC/Tが接触しても検知されず、そのまま切り込んでしまうおそれがあります。新品でないブレードで、接触セットアップを実施していませんか?
接触セットアップ(C/Tセットアップ)時に、ブレードがC/Tに切り込んだ可能性があります。 接触セットアップを実施する際は、新品のブレードや接触セットアップ用のダミーブレード、または別売りのセットアップツールをご使用ください。セットアップツールについては、弊社カスタマーエンジニアにお問い合わせください。
なぜ起こる?
接触セットアップでは、ブレードとC/Tとを直接、接触させ導通を検知することでC/Tの高さを測定しています。また、ブレードの砥粒(ダイヤモンド)は導通性が悪いため、ボンドとの導通を検知しています。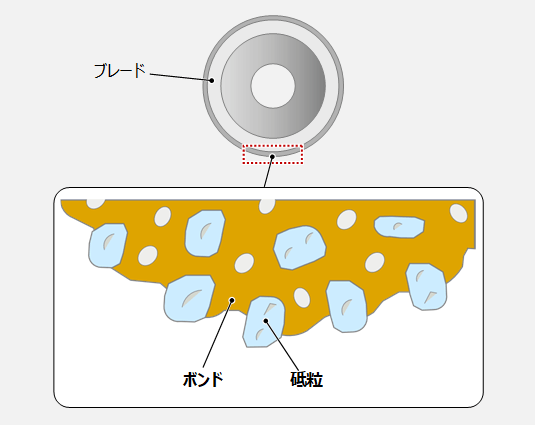
新品でない、かつ砥粒が大きいブレードでは、上図のようにボンドから砥粒が大きく突出していることがあり、ボンドとC/Tが接触するまで深く切り込んでしまうおそれがあります。
搬送アームのパッドが劣化していませんか?
ロアアーム、およびアッパーアームのパッドが劣化していると、ワークを正しく保持できません。
パッドを交換してください。ゆがんだフレームを使用していませんか?
フレームにゆがみがあると、ワークを正しく保持できません。
フレームを交換してください。条件を満たさないエアーを使用していませんか?
条件を満たさないエアーを使用した結果、不純物によって搬送アームのエアー系統につまりが発生するおそれがあります。弊社カスタマーエンジニアにご連絡ください。
エアーの条件については、装置付属の取扱説明書をご確認ください。
条件を満たさないクリーンエアーを使用していませんか?
クリーンエアーはワークに直接かかります。クリーンエアーに不純物が含まれていると、不純物でワークが汚染されるおそれがあります。
クリーンエアーの条件については、装置付属の取扱説明書をご確認ください。条件を満たさない切削水/スピンナ洗浄水を使用していませんか?
条件を満たさない水を使用した結果、不純物を含んだ水がワークに直接かかり、ワークが汚染されるおそれがあります。切削水/スピンナ洗浄水の条件については、装置付属の取扱説明書をご確認ください。
大気圧露点の低いエアーを使用していませんか?
大気圧露点の低いエアーを使用すると、スピンドルカーボンブラシが異常摩耗するおそれがあります。その場合、スピンドルカーボンブラシを交換しても、通常より短期間内に導通チェックエラーが発生します。
大気圧露点の条件については、装置付属の取扱説明書をご確認ください。
スピンドルが汚れていませんか?
スピンドルを清掃しないで使用し続けた場合、スピンドルの故障の原因となります。以下を基準に清掃のタイミングを判断してください。
・エアー吹き出し口
エアー吹き出し口の隙間が、見える状態で維持されていますか?
テーパ部と前ふたの境界にあるエアー吹き出し口の隙間が、汚れて埋まっていないか確認してください。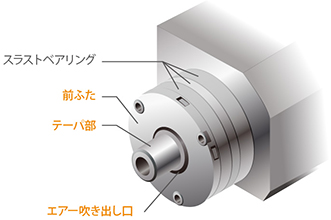
・その他
テーパ部、およびその周辺に変色はありませんか?
錆、水垢による変色がないか、目視で確認してください。清掃方法については、装置付属の取扱説明書を参照してください。
上限を上回る圧力でエアーを供給していませんか?
上限を上回る圧力でエアーを供給した結果、継手から配管が外れ、エアーベアリング構造を有するスピンドルが破損するおそれがあります。弊社カスタマーエンジニアにご連絡ください。
エアーの条件については、装置付属の取扱説明書をご確認ください。大気圧露点の高いエアーを使用していませんか?
大気圧露点の高いエアーを使用すると、スピンドル軸受けが結露し、スピンドルが故障する原因になります。
大気圧露点の条件については、装置付属の取扱説明書をご確認ください。条件を満たさない冷却水を使用していませんか?
条件を満たさない冷却水を使用した結果、不純物によって配管の腐食やつまりが発生し、スピンドルが故障するおそれがあります。弊社カスタマーエンジニアにご連絡ください。
冷却水の条件については、装置付属の取扱説明書をご確認ください。
スピンドルが汚れていませんか?
スピンドルを清掃しないで使用し続けた場合、スピンドルの故障の原因となります。以下を基準に清掃のタイミングを判断してください。
・エアー吹き出し口
エアー吹き出し口の隙間が、見える状態で維持されていますか?
テーパ部と前ふたの境界にあるエアー吹き出し口の隙間が、汚れて埋まっていないか確認してください。
・その他
テーパ部、およびその周辺に変色はありませんか?
錆、水垢による変色がないか、目視で確認してください。清掃方法については、装置付属の取扱説明書を参照してください。
上限を上回る圧力でエアーを供給していませんか?
上限を上回る圧力でエアーを供給した結果、継手から配管が外れ、エアーベアリング構造を有するスピンドルが破損するおそれがあります。弊社カスタマーエンジニアにご連絡ください。
エアーの条件については、装置付属の取扱説明書をご確認ください。大気圧露点の高いエアーを使用していませんか?
大気圧露点の高いエアーを使用すると、スピンドル軸受けが結露し、スピンドルが故障する原因になります。
大気圧露点の条件については、装置付属の取扱説明書をご確認ください。条件を満たさない冷却水を使用していませんか?
条件を満たさない冷却水を使用した結果、不純物によって配管の腐食やつまりが発生し、スピンドルが故障するおそれがあります。弊社カスタマーエンジニアにご連絡ください。
冷却水の条件については、装置付属の取扱説明書をご確認ください。
配管が正常に接続されていますか?
漏水が発生した場合、ただちに装置の電源ブレーカ、および設備側の供給電源を遮断し、錠前などでロックアウトしてください。設備側の水の元栓を閉じてください。その後、配管の状態を確認し、配管に異常がある場合は、その箇所を弊社カスタマーエンジニアにご連絡ください。
機械、および周囲の床が完全に乾燥するまでは、電源を投入しないでください。X軸蛇腹が劣化、または破損していませんか?
漏水が発生した場合、ただちに装置の電源ブレーカ、および設備側の供給電源を遮断し、錠前などでロックアウトしてください。設備側の水の元栓を閉じてください。その後、X軸蛇腹の状態を確認してください。X軸蛇腹の劣化が認められた場合は、交換してください。
機械、および周囲の床が完全に乾燥するまでは、電源を投入しないでください。ウォータケースにゴミや切り片がつまっていませんか?
漏水が発生した場合、ただちに装置の電源ブレーカ、および設備側の供給電源を遮断し、錠前などでロックアウトしてください。設備側の水の元栓を閉じてください。その後、ウォータケース周辺、およびゴミこし網の状態を確認し、必要に応じて清掃してください。
機械、および周囲の床が完全に乾燥するまでは、電源を投入しないでください。
加工条件の変更はありませんか?
特に、インデックスが変更されているとカットずれの原因になります。
加工条件の変更の有無についてご確認ください。ブレードの取り付けは適切ですか?
ブレードが斜めに取り付けられていないか、ご確認ください。
カット位置とヘアラインがずれていませんか?
ヘアラインとカット位置がずれているとカットずれの原因になります。
再度ヘアライン合わせを行ってください。カーフチェックを行っていますか?
カーフチェックを使用している場合、適切なカーフチェック条件を設定してください。
アライメントターゲットの選択は適切ですか?
アライメントターゲットを誤認識しているとカットずれの原因になります。
誤認識しにくいターゲットを選択してください。カット中にダイシングテープが収縮していませんか?
カット中にダイシングテープが収縮してワークが移動すると、カットずれの原因になります。
収縮がある場合は、ダイシングテープの再選定を推奨します。チャックテーブルワークバキュームの値は正常ですか?
C/Tワークバキュームの値が異常な場合は、[チャックテーブルワークバキュームエラーが発生した]をご確認ください。
フルオート途中にイニシャルを行っていませんか?
フルオートの途中にイニシャルを行うと、イニシャル前後でθの位置がずれる可能性があります。装置付属の取扱説明書の再カットの手順に従ってください。
アイドリングを30分以上行いましたか?
アイドリング時間が不足している場合、装置付属の取扱説明書を参照し、アイドリングを行ってください。カット前にはアイドリングを30分以上行ってください。
条件を満たさない冷却水を使用していませんか?
水温の変動によってスピンドルが膨張、または収縮し、加工精度が維持できなくなることがあります。冷却水の条件については、装置付属の取扱説明書をご確認ください。
条件を満たさない切削水を使用していませんか?
水温の変動によってC/Tが膨張、または収縮し、加工精度が維持できなくなることがあります。切削水の条件については、装置付属の取扱説明書をご確認ください。
スピンドル回転数が変わっていませんか?
スピンドル回転数が変わると、カット位置及びカット深さが変化します。そのため、スピンドル回転数が変わった場合は、カット前に30分のアイドリングを実行後、再度セットアップ及びヘアライン合わせの実行をお願いいたします。
加工条件に変更はありませんか?
特に、ブレードハイト(切り込み量)が変更されていると浅切り/深切りの原因になります。
加工条件の変更の有無についてご確認ください。ブレードの品種に変更はありませんか?
ブレードの変更の有無についてご確認ください。
スリットブレードに変更した場合は、再度チャックテーブルセットアップを実施してください。C/T上面に異物はありませんか?
C/Tとダイシングテープの間に異物を挟み込むと浅切り/深切りの原因になります。
C/T上面に異物がないことを確認してください。C/Tワークバキュームの値は正常ですか?
C/Tワークバキュームの値が異常な場合は、[チャックテーブルワークバキュームエラーが発生した]をご確認ください。
セットアップを実施していますか?
ブレードが摩耗不良、または異常摩耗していると浅切り/深切りの原因になります。
セットアップを実施してください。セットアップ条件の変更はありませんか?
ブレードの回転数によって切り込み深さが変わることがあります。
セットアップ時の回転数は、カット時と同じ回転数を設定してください。非接触(以下NCS)センサは汚れていませんか?
NCSセンサが汚れた状態でセットアップを実施すると、刃先を誤認識する原因になります。
センサの表面を清掃してください。NCSセンサの洗浄/乾燥ノズルの位置がずれていませんか?
NCSセンサの洗浄と乾燥が適切に実施されていないと、刃先を誤認識する原因になります。
洗浄/乾燥ノズルの位置がずれて、NCSセンサに水とエアーが当たっていない場合、弊社カスタマーエンジニアにご連絡ください。NCSセンサの位置はずれていませんか?
NCSセンサの位置がずれると、刃先を誤認識する原因になります。
NCSセンサの位置がずれて曲がっている場合、弊社カスタマーエンジニアにご連絡ください。ハーフカット機をご使用ですか?
チョッパーカットセットアップ(以下CCS)が問題なく実施できていますか?
切り込み量がCCSによって正しく補正されないと、浅切り/深切りの原因になります。 補正用シリコンチップがサブチャックテーブルに適切に取り付けられているか、サブチャックテーブルに傾きがないかご確認ください。アイドリングを30分以上行いましたか?
アイドリング時間が不足している場合、装置付属の取扱説明書を参照し、アイドリングを行ってください。カット前にはアイドリングを30分以上行ってください。
条件を満たさない冷却水を使用していませんか?
水温の変動によってスピンドルが膨張、または収縮し、加工精度が維持できなくなることがあります。冷却水の条件については、装置付属の取扱説明書をご確認ください。
条件を満たさない切削水を使用していませんか?
水温の変動によってC/Tが膨張、または収縮し、加工精度が維持できなくなることがあります。切削水の条件については、装置付属の取扱説明書をご確認ください。
スピンドル回転数が変わっていませんか?
スピンドル回転数が変わると、カット位置及びカット深さが変化します。そのため、スピンドル回転数が変わった場合は、カット前に30分のアイドリングを実行後、再度セットアップ及びヘアライン合わせの実行をお願いいたします。
ワークとダイシングテープの間に異物はありませんか?
ワークとダイシングテープの間に異物を挟み込むと、異常なチッピングが発生する原因になります。異物がある場合、再度テープを貼り直してください。
チャックテーブルワークバキュームの値は正常ですか?
C/Tワークバキュームの値が異常な場合は、[チャックテーブルワークバキュームエラーが発生した]をご確認ください。
カット中に軸が振動していませんか?
カット中に軸が振動すると異常なチッピングが発生する原因になります。
カット中に装置の異常な振動がある場合、弊社カスタマーエンジニアにご連絡ください。ダイシングテープの変更はありませんか?
硬いワークと軟らかいテープの糊を同時に切るため、糊の種類によっては裏面チッピングの原因となります。テープに変更がないかご確認ください。
精密加工ツールに異常はありませんか?
精密加工ツールトラブル相談をご確認ください。
ブレードが破損していませんか?
ブレード破損検出器がブレードの破損を検出している可能性があります。ブレードを確認し、破損している場合は交換してください。
ブレードに異常がないのにエラーが発生し、カット動作に入れない
ブレード破損検出器のセンサ部が汚れているおそれがあります。装置付属の取扱説明書を参照し、ブレード破損検出器のセンサ部を確認し、汚れている場合は手順に従って清掃してください。
ブレードに異常がなく、ブレード破損検出器のセンサ部も汚れていない場合
ブレード破損検出器のファイバが折れている、またはアンプが故障しているおそれがあります。弊社カスタマーエンジニアにご連絡ください。
異なる機種にはロードしないでください
異なる機種のデバイスデータをロードして装置を使用した場合、誤動作の原因になるおそれがあります。
同じ機種にはロードして使用できますが、下記を確認してください。
同じ機種であってもデバイスデータをロードしたときは、再度アライメントティーチを行い、カット動作、およびカット結果が正常であるか確認してください。特にソフトバージョンが異なる装置間でデバイスデータをロードした場合は、厳密に確認してください。
マシンデータは同じ機種であってもロードしないでください。
故障の原因になるため、マシンデータの共用は絶対に行わないでください。
また、定期的に装置1台毎のマシンデータのバックアップをとることを推奨します。
異常なコンタミ付着が発生した ※コンタミ=研削屑
洗浄条件の変更はありませんか?
洗浄が不十分の場合、パーティクルが付着する原因になります。 洗浄条件の変更の有無についてご確認ください。
ダイシングテープの変更はありませんか?
テープの糊を巻き込んだパーティクルがワークに付着する可能性があります。
テープに変更がないかご確認ください。
7000 シリーズ
装置外カバーが開いていませんか?
装置外カバーが開いている場合、フルオートメーション運転が開始できません。
すべての装置外カバーを閉じてください。システムイニシャルは完了していますか?
システムイニシャルが完了していない場合、フルオートメーション運転が開始できません。
システムイニシャルを実行してください。デバイスデータは選択していますか?
デバイスデータを選択していない場合、フルオートメーション運転の開始画面を呼び出せません。
デバイスデータを選択してください。レーザアイドリングは完了していますか?
レーザアイドリングが完了していない場合、フルオートメーション運転が開始できません。
レーザアイドリングを実行してください。溶液チャージは実行しましたか?(DFL7160/DFL7161 のコーティング機能を使用している場合)
溶液チャージを実行していない場合、フルオートメーション運転が開始できません。 溶液チャージを実行してください。
保護膜溶液の残量は不足していませんか?(DFL7160/DFL7161 のコーティング機能を使用している場合)
保護膜溶液の残量を確認して、保護膜溶液タンクを交換してください。
フルオートメーション運転開始時(『START』ボタンを押した時)に保護膜溶液のタンク内の残量を確認しています。指定されたワーク数に対して、残量が少ない場合はエラーメッセージが表示されます。
システムイニシャルは完了していますか?
システムイニシャルが完了していない場合、レーザシステムは起動できません。
システムイニシャルを実行してください。チラーからの冷却水が不足していませんか?
レーザ発振器に供給される冷却水が不足している場合、レーザシステムは起動できません。
チラーの水位が低い場合
装置付属の取扱説明書を参照して、冷却水を補充してください。チラーからの配管系統に配管の曲がりや詰まりがある場合
弊社カスタマーエンジニアにご連絡ください。
軸のグリスアップを定期的に行っていますか?
異音がする軸のレール(リニアガイド)、またはボールねじのグリスが不足しているおそれがあります。
装置付属の取扱説明書を参照して、異音がする軸のグリスアップを行ってください。グリスアップを定期的に行っていても異音がする場合は、弊社カスタマーエンジニアにご連絡ください。
チャックテーブル上に異物がありませんか?
チャックテーブル上の異物を取り除いてください。
ワーク上に異物がありませんか?
ワーク上の異物を取り除いてください。
テープ裏面に異物がありませんか?
テープ裏面の異物を取り除いてください。
集光レンズに異物の付着がありませんか?(DFL73XXシリーズ)
集光レンズに異物の付着がある場合、レーザ焦点合わせを適切に実行できません。
装置付属の取扱説明書を参照して、集光レンズを清掃してください。
保護膜溶液タンクからの配管内に気泡が混入していませんか?
気泡が混入している場合は、溶液チャージを実行して、配管内の気泡を排除してください。
溶液チャージの方法、および配管内の気泡の排除方法については、装置付属の取扱説明書を参照してください。
保護膜溶液は継ぎ足さないでください。保護膜溶液を継ぎ足すと、保護膜溶液タンク内で気泡が発生します。保護膜溶液の残量が不足した場合は、保護膜溶液タンクを交換してください。変質した保護膜溶液を使用していませんか?
変質した保護膜溶液を使用している場合、保護膜溶液が配管内で凝固し、正常に保護膜溶液を塗布できないおそれがあります。
保護膜溶液の凝固が発生した場合は、「配管クリーン」を実行し、保護膜溶液を交換してください。
「配管クリーン」については、装置付属の取扱説明書を参照してください。保護膜溶液タンクのキャップは、確実に閉められていますか?
キャップを確実に閉めないと、異物が混入して溶液の性質が変化したり、外気に触れて溶液の粘度が変化したりして、ワークへの塗布が不完全になるおそれがあります。
(保護膜溶液タンク交換後に塗布に異常が発生している場合)カップリングの状態に異常はありませんか?
集光レンズに異物の付着がある場合、レーザ焦点合わせを適切に実行できません。
装置付属の取扱説明書を参照して、集光レンズを清掃してください。カップリング部のOリングが損傷している場合
空気が入り込み、保護膜溶液内に気泡が混入します。
Oリングを交換してください。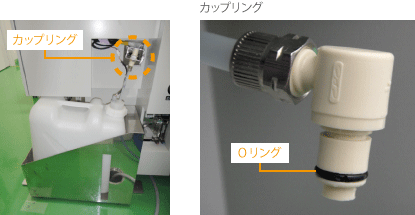
カップリング部が正常に接続できていない場合
カップリング内の液漏れ防止弁が作動して、保護膜溶液が供給できません。
カップリング部の固定金具を再度ロックしてください。
・ロック動作が固い場合は接続部分を水に濡らしたウェスなどで清掃してください。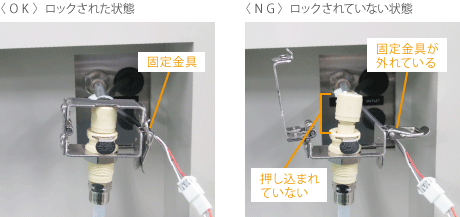
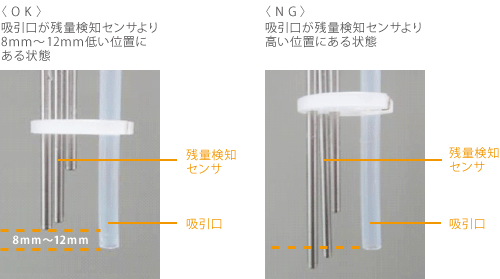
(保護膜溶液タンク交換後に塗布に異常が発生している場合)吸引ユニットの吸引口の高さがずれていませんか?
吸引配管に引っ張りが加わると、吸引口の高さがずれて、残量検知センサが検知する前に空気を吸引し始めます。吸引口の高さがずれている場合は、吸引口の高さを調整し、タンクキャップ内の配管固定ねじを締め直してください。

(流量が少ない、吐出する方向が違う、ポンプの圧力異常が発生しているなど)
コータノズルの先端に保護膜溶液が固着していませんか?
保護膜溶液が固着している場合
水に濡らした無発塵ウェスなどを用いて、拭き取り清掃を行ってください。固着した保護膜溶液が除去できない場合
弊社カスタマーエンジニアにご連絡ください。
スピンナテーブル、またはコータテーブル上に異物、または保護膜溶液が固着していませんか?
テーブル上に異物、または保護膜溶液の固着が確認された場合は、テーブル上面を清掃して、異物、または固着した保護膜溶液を取り除いてください。
テーブル洗浄機能は設定していますか?
コーティング機能を搭載している装置は、テーブル洗浄を自動で実行する機能を搭載しています。テーブル洗浄は、フルオートメーション運転終了時、およびオートコーティング終了時に自動で実行されます。
テーブル洗浄機能を有効に設定することを推奨します。
テーブル洗浄の設定方法については、装置付属の取扱説明書を参照してください。
搬送アームのパッドが破損、または劣化していませんか?
搬送アームのパッドが破損、または劣化していると、ワークを正しく保持できません。
パッドを交換してください。ゆがんだフレームを使用していませんか?(フレーム搬送の場合)
フレームにそりがあると、ワークを正しく保持できません。
フレームを交換してください。ロボットピックに異常はないですか?(ワーク搬送の場合)
汚れがある場合:ロボットピックを清掃してください。
故障している場合:ロボットピックを交換してください。
清掃手順、交換周期については、装置付属の取扱説明書をご確認ください。条件を満たさないエアーを使用していませんか?
不純物によって搬送アームのエアー系統につまりが発生するケースがあります。弊社カスタマーエンジニアにご連絡ください。
エアーの条件については、装置付属の取扱説明書をご確認ください。
条件を満たさないクリーンエアーを使用していませんか?
クリーンエアーはワークに直接かかります。クリーンエアーに不純物が含まれていると、不純物でワークが汚染されるおそれがあります。
クリーンエアーの条件については、装置付属の取扱説明書をご確認ください。条件を満たさないスピンナ洗浄水を使用していませんか?
不純物を含んだ水でワークを洗浄すると、ワークが汚染されるおそれがあります。スピンナ洗浄水の条件については、装置付属の取扱説明書をご確認ください。
配管が正常に接続されていますか?
漏水が発生した場合、ただちに装置の電源ブレーカ、および設備側の供給電源を遮断し、錠前などでロックアウトしてください。設備側の水の元栓を閉じてください。その後、配管の状態を確認し、配管に異常がある場合は、その箇所を弊社カスタマーエンジニアにご連絡ください。
装置、および周囲の床が完全に乾燥するまでは、電源を投入しないでください。
条件を超える圧力でエアーを供給していませんか?
装置付属の取扱説明書に記載されている圧力で、エアーを供給してください。
8000 シリーズ および DAG810/811
ウォームアップを30分以上行いましたか?
ウォームアップ時間が不足している場合、装置付属の取扱説明書を参照し、ウォームアップを行ってください。研削前にはウォームアップを30分以上行ってください。
研削水の供給温度の変化は仕様の範囲内ですか?
研削水の温度変化が大きい場合、研削水の供給温度の変化が装置付属の取扱説明書に記載されている仕様の範囲内になるよう調整してください。
定期的にセルフグラインドを行っていますか?
定期的にセルフグラインドを行っていない場合、装置付属の取扱説明書のセルフグラインドの手順を参照し、セルフグラインドを行ってください。
ハイトゲージコンタクトのねじが緩んでいませんか?
ねじが緩んでいる場合、装置付属の取扱説明書のハイトゲージコンタクトの交換手順を参照し、コンタクトをねじで固定してください。
ハイトゲージは上下に滑らかに動作していますか?
動作が滑らかでない場合、ハイトゲージが故障しているおそれがあります。弊社カスタマーエンジニアにご連絡ください。
ハイトゲージコンタクトの先端が割れていませんか?
コンタクトが割れている場合、装置付属の取扱説明書を参照し、コンタクトを交換してください。ハイトゲージコンタクトは取扱説明書に記載されている周期で交換してください
加工中のスピンドル電流値は安定していますか?
スピンドル電流値が安定していない場合は、[スピンドル電流値が高い]をご確認ください。
ハイトゲージの測定値は安定していますか?
測定値が安定していない場合、ハイトゲージのケーブルがアンプに正常に挿入されていることを確認してください。接続が不十分の場合は、ケーブルをアンプにしっかり挿入してください。
ハイトゲージの測定値は、メイン画面の「ゲージテスト」ボタンを押すと確認できます。
ウォームアップを30分以上行いましたか?
ウォームアップ時間が不足している場合、装置付属の取扱説明書を参照し、ウォームアップを行ってください。研削前にはウォームアップを30分以上行ってください。
定期的にセルフグラインドを行っていますか?
定期的にセルフグラインドを行っていない場合、装置付属の取扱説明書のセルフグラインドの手順を参照し、セルフグラインドを行ってください。
振り回し(チャックテーブル上面傾き測定値)は規定値内ですか?
振り回しが規定値内でない場合、振り回し、またはセルフグラインドを行ってください。
装置が設置されている部屋の室温の変化は仕様の範囲内ですか?
室温の変化が大きい場合、室温の変化が装置付属の取扱説明書に記載されている仕様の範囲内になるよう調整してください。
研削量は安定していますか?
Z1軸による粗研削量が多く、Z2軸による仕上げ研削量が少ないとTTVが悪化することがあります。レシピの設定値を調整してください。
加工中のスピンドル電流値は安定していますか?
スピンドル電流値が安定していない場合は、[スピンドル電流値が高い]をご確認ください。
研削水、および冷却水の温度は、仕様の範囲内ですか?
水温の変動によってスピンドルやチャックテーブル、およびハイトゲージが、膨張、または収縮し、加工精度が維持できなくなることがあります。研削水、および冷却水の水温条件については、装置付属の取扱説明書をご確認ください。
バックグラインディング(BG)テープの変更はありませんか?
ラミネート時の糊の変形が、研削後のワークのTTVに影響を与えます。
テープの変更もしくはラミネータ条件の変更の有無についてご確認ください。
研削水の供給温度は仕様の範囲内ですか?
研削水の供給温度が使用の範囲外である場合、研削水の供給温度が装置付属の取扱説明書に記載されている仕様の範囲内になるよう調整してください。
研削水の流量は正常ですか?
加工内容によって適切な研削水の流量は異なります。研削水の流量が最適であるか、弊社アプリケーションエンジニアへご相談ください。
弊社推奨のレシピを使用していますか?
弊社推奨のレシピと異なるものを使用している場合、弊社推奨のレシピを使用してください。不明の場合は、レシピの内容が最適であるか弊社アプリケーションエンジニアにご相談ください。
ホイール交換後にドレスを行いましたか?
ドレスを行っていない場合、装置付属の取扱説明書を参照し、ドレスを行ってください。
Z1/Z2軸による研削量は適切ですか?
Z1軸による粗研削量が多く、Z2軸による仕上げ研削量が少ないと、研削面の状態不良が発生することがあります。レシピの設定値を調整してください。
Z1軸による粗研削後のウェーハ厚さはレシピの設定と一致していますか?
一致していない場合、レシピのZ1軸による粗研削の設定値を調整してください。
素手でワークや搬送パッドを触っていませんか?
手袋をして作業してください。
不純物を含んだ研削水、および冷却水を使用していませんか?
研削水、および冷却水は、フィルタを通らずワークに直接かかります。純水を推奨していますが、純水の水質については、お客さまの判断で決めてください。
不純物を含んだエアーを使用していませんか?
フィルタのメッシュサイズよりも小さい不純物は、ワークに直接かかります。
エアーの要求条件、およびフィルタのメッシュサイズについては、装置付属の取扱説明書をご確認ください。
弊社推奨のホイールを使用していますか?
弊社推奨のホイールと異なるものを使用している場合、弊社推奨のホイールに交換してください。
弊社推奨のレシピを使用していますか?
弊社推奨のレシピと異なるものを使用している場合、弊社推奨のレシピを使用してください。不明の場合は、レシピの内容が最適であるか弊社アプリケーションエンジニアにご相談ください。
研削水の流量は適切ですか?
加工内容によって適切な研削水の流量は異なります。研削水の流量が最適であるか、弊社アプリケーションエンジニアにご相談ください。
加工前のウェーハの投入厚さはレシピの設定と一致していますか?
一致していない場合、投入するウェーハの厚さ、またはレシピの設定を調整してください。
大気圧露点の高いエアーを使用していませんか?
スピンドルが正常に回転しない場合は、弊社カスタマーエンジニアにご連絡ください。スピンドル軸受けが結露し、スピンドルが故障しているおそれがあります。
大気圧露点の条件については、装置付属の取扱説明書をご確認ください。不純物を含んだエアーを使用していませんか?
スピンドルが正常に回転しない場合は、弊社カスタマーエンジニアにご連絡ください。エアーベアリング構造を有するスピンドルのエアー系統につまりが発生し、スピンドルが故障しているおそれがあります。
エアーの要求条件については、装置付属の取扱説明書をご確認ください。水温条件を満たさない研削水、および冷却水を使用していませんか?
スピンドルが正常に回転しない場合は、弊社カスタマーエンジニアにご連絡ください。研削水と冷却水の温度差によって、スピンドル軸受けが結露し、スピンドルが故障しているおそれがあります。
研削水、および冷却水の水温条件については、装置付属の取扱説明書をご確認ください。不純物を含んだ冷却水を使用していませんか?
スピンドルが正常に回転しない場合は、弊社カスタマーエンジニアにご連絡ください。不純物によって配管の腐食やつまりが発生し、スピンドルが故障しているおそれがあります。
冷却水の水質条件については、装置付属の取扱説明書をご確認ください。
-
異音サンプル
あくまでも一例です。トラブルの要因により発生する異音は異なります。 ワークを変更していませんか?
ワークの厚さ、および膜厚や膜の種類によっては、加工負荷が高くなりスピンドルから異音がすることがあります。ワークを変更した場合、レシピも変更する必要があります。ワークの変更の有無についてご確認ください。
弊社推奨のホイールを使用していますか?
弊社推奨のホイールと異なるものを使用している場合、加工負荷が高くなりスピンドルから異音がすることがあります。弊社推奨のホイールに交換してください。
弊社推奨のレシピを使用していますか?
弊社推奨のレシピと異なるものを使用している場合、加工負荷が高くなりスピンドルから異音がすることがあります。弊社推奨のレシピを使用してください。不明の場合は、レシピの内容が最適であるか弊社アプリケーションエンジニアにご相談ください。
大気圧露点の高いエアーを使用していませんか?
弊社カスタマーエンジニアにご連絡ください。スピンドル軸受けが結露し、スピンドルが故障しているおそれがあります。
大気圧露点の条件については、装置付属の取扱説明書をご確認ください。不純物を含んだエアーを使用していませんか?
弊社カスタマーエンジニアにご連絡ください。エアーベアリング構造を有するスピンドルのエアー系統につまりが発生し、スピンドルが故障しているおそれがあります。
エアーの要求条件については、装置付属の取扱説明書をご確認ください。水温条件を満たさない研削水、および冷却水を使用していませんか?
弊社カスタマーエンジニアにご連絡ください。研削水と冷却水の温度差によって、スピンドル軸受けが結露し、スピンドルが故障しているおそれがあります。
研削水、および冷却水の水温条件については、装置付属の取扱説明書をご確認ください。不純物を含んだ冷却水を使用していませんか?
弊社カスタマーエンジニアにご連絡ください。不純物によって配管の腐食やつまりが発生し、スピンドルが故障しているおそれがあります。
冷却水の水質条件については、装置付属の取扱説明書をご確認ください。
ワークに異常はないですか?
傷、汚れ等のないワークを準備してください。
搬送パッド、およびロボットピックに異常はないですか?(フルオート機)
汚れがある場合:搬送パッド、およびロボットピックの清掃をしてください。
破損、および劣化がある場合:搬送パッド、およびロボットピックを交換してください。
清掃手順、交換の周期については、装置付属の取扱説明書をご確認ください。不純物を含んだエアーを使用していませんか?
弊社カスタマーエンジニアにご連絡ください。不純物によって、搬送パッドやロボットピックのエアー系統につまりが発生しているおそれがあります。 エアーの要求条件については、装置付属の取扱説明書をご確認ください。
エアーの供給が停止していませんか?
真空保持機構は、エアーで真空を発生させているため、エアーが供給されていないと機能しません。エアーを供給してください。
不純物を含んだエアーを使用していませんか?
弊社カスタマーエンジニアにご連絡ください。不純物によって、搬送パッドやロボットピックのエアー系統につまりが発生しているおそれがあります。 エアーの要求条件については、装置付属の取扱説明書をご確認ください。
上限を上回る圧力でエアーを供給していませんか?
装置付属の取扱説明書に記載されている圧力で、エアーを供給してください。
配管が正常に接続されていますか?
漏水が発生した場合、装置の電源ブレーカ、および設備側の供給電源を遮断し、錠前などでロックアウトしてください。設備側の研削水、および冷却水の元栓を閉じてください。その後、配管の状態を確認し、配管の状態に異常がある箇所を確認後、弊社カスタマーエンジニアにご連絡ください。
装置、および周囲の床が完全に乾燥するまでは、電源を投入しないでください。排水経路にゴミや研削片が詰まっていませんか?
漏水が確認された場合、装置の電源ブレーカ、および設備側の供給電源を遮断し、錠前などでロックアウトしてください。その後、ウォータケース周辺、スピンナ部、およびゴミこし網の状態を確認し、必要に応じて清掃してください。