DDS2300Fully Automatic Die Separator
高品位にDAFを分割するダイセパレータ
- Φ300 mmウェーハ対応
- SDBG
- SDTT
DAF付き薄ウェーハの切断品質向上
DAF(Die Attach Film)付き薄ウェーハの分割プロセスには、フルカットダイシング時の切断面に発生するDAFバリや、ダイボンディング時のピックアップ不良などの課題があります。DDS2300をダイシング工程に採用することでDAFの切断品質が向上し、これらの課題の改善が可能です。
DBGプロセス後のDAF切断に有効
薄チップ製造に適したDBG(Dicing Before Grinding)プロセスにDAFを適用する場合、チップ分割後の裏面にDAFを貼り付けた後、DAFのみを切断する工程が必要です。従来のレーザ加工によってDAFのみを切断する方法は、表面保護膜溶液などの消耗品が必要な場合があります。DDS2300を採用することでレーザによるDAF切り込み量を抑え、加工屑を低減することが可能となるため、消耗品コストの大幅な低減が期待できます。
ステルスダイシングTM加工後の安定したチップ分割
ステルスダイシング加工にて内部に改質層を形成したウェーハのチップ分割を、安定して実現します。DAF付き薄ウェーハのステルスダイシング加工時に、特に有効なプロセスとなります。

クールエキスパンドによるDAF分割品質向上
DAFを安定分割するため、クールエキスパンド方式を採用。低温領域で脆性化するDAF特性を踏まえ、低温環境下でエキスパンドをおこなうことで、高品質なDAFの分割を実現します。
テープフレーム搬送によりスムーズに次工程へ
エキスパンド後、ダイシングテープの外周部分に生じるたるみを、ヒートシュリンクにて解消。テープの貼り替えをおこなわずに、テープフレームのままダイボンディング工程への搬送が可能です。
適用アプリケーション例
- ブレードダイシング後のDAF分割
- DBG後のDAF分割
- ステルスダイシング加工後のチップ分割
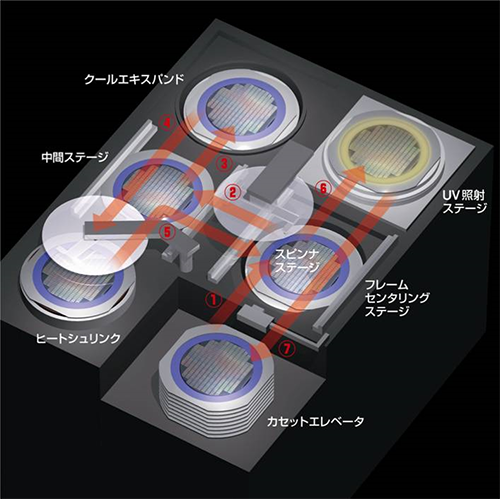
ワークフローシステム
- プッシュプルアームがカセットからワークを引き出し、フレームセンタリングステージへ →
- フレームセンタリングステージでアライメントを行った後、中間ステージへ →
-
クーラエキスパンドステージへ移載し、クールエキスパンド →
-
ヒータエキスパンドステージへ移載し、再エキスパンド・ヒートシュリンク →
- スピンナステージに移載し、洗浄・乾燥 →
- UV照射ステージへ移載し、UV照射 →
- プッシュプルアームがワークをカセットへ格納
仕様
| 仕様 | 単位 | ||
|---|---|---|---|
| 最大ワークサイズ | mm | Φ300 | |
| クーラーエキスパンドステージ | 温度設定範囲 | ℃ | 0 または -5(固定) (工場出荷時設定) |
| 最大突き上げ量 | mm | 30 | |
| 突き上げ量 設定範囲 | mm | 0 ~ 30(ステップ 0.001) | |
| 最高突き上げ速度 | mm/s | 400 | |
| 突き上げ速度 設定範囲 | mm/s | 0.001 ~ 400(ステップ 0.001) | |
| ヒートシュリンクステージ | 温風 温度設定範囲 | ℃ | 200 or 220 or 250(選択) |
| 最大突き上げ量 | mm | 20 | |
| 突き上げ量 設定範囲 | mm | 0 ~ 20(ステップ 0.001) | |
| 最高突き上げ速度 | mm/s | 50 | |
| 突き上げ速度 設定範囲 | mm/s | 0.001 ~ 50(ステップ 0.001) | |
| 装置寸法(W × D × H) | mm | 1,200 × 1,550 × 1,800 | |
| 装置重量 | kg | 約900 | |
※ ご使用にあたっては、あらかじめ標準仕様書をご確認下さい。
※ 各事項、および仕様は改良のため、断りなく変更することがあります。
製品ラインナップ
| 装置タイプ |
| 寸法(W × D × H) |
| 質量(kg) |
 |  |  |  |  |
| DDS2010 | DDS2020 | DDS2030 | DDS2310 | DDS2320 |
| オートマチック | フルオートマチック | フルオートマチック | フルオートマチック | フルオートマチック |
| 718 × 897 × 1608 | 1250 × 1037 × 1800 | 1550 × 1900 × 1800 | 1200 × 1800 × 1955 | 1300 × 1800 × 1800 |
| 450 | 800 | 1600 | 1000 | 1126 |
DDS2300Fully Automatic Die Separator
お問い合わせ
ご質問・ご相談等ございましたら、お気軽にお問い合わせ下さい。