薄仕上げ研削
ソリューション
近年、携帯電話などのデジタル・モバイル機器に使用されるSiP(System in Package)などの普及に伴い、100
µm以下のウェーハ厚さを歩留まりよく実現する薄仕上げ研削技術が注目されています。ディスコではさまざまな装置・砥石・研削条件の組み合わせの中から、お客さまに合った最適な条件をご提案しております。
ここではディスコの最新の薄仕上げ研削技術をご紹介します。
アプリケーション事例
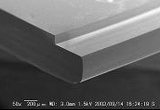
写真1は、Φ300 mmシリコンウェーハを研削だけで厚さ5µmまで薄化したものです。
今回ご紹介する装置・砥石・研削条件を最適化することで、通常の研削だけでもここまで薄くすることができます。

(株式会社 ルネサス テクノロジ 様ご提供)
装置
薄仕上げ研削時の装置側の対応としては、薄化により機械的強度が下がり非常に割れやすくなっているウェーハを、いかに安全にハンドリングするかがポイントとなります。
搬送系ではウェーハと同一径の搬送パッド(写真2)を使用するほか、ウェーハとパッドの間にパーティクルを挟まないようにパッド面を洗浄する機能などを採用しています。また、人の手を極力介在させずに、グラインディングからDAF貼り付け、ウェーハマウント、表面保護テープ剥離までを一貫して対応するインラインシステム(写真3)も、ウェーハ破損の有効な解決手段です。


(DGP8761 + DFM2800)
砥石
従来1軸の粗研削用ホイールとして使用されてきたビトリファイドボンド(VS、VS202等)から、レジンボンドBT100
(写真4)に変更することで低ダメージ化を図り、ウェーハ割れの原因となるエッジチッピング※1が抑制できます。また、2軸の仕上げ研削用ホイールに、1軸での研削ダメージ除去のための研削量増加に対応したBK-09ボンドを使用することで、ドライポリッシングなどのストレスリリーフ処理をすることなく薄仕上げが可能です。(写真5)
また、粗研削にBT100、仕上げ研削に超微細砥粒を使用したPoligrind(写真6)を使用することで、Φ8インチウェーハはもちろん、多くの場合ストレスリリーフが必要とされていたΦ300 mmウェーハの薄仕上げが研削加工のみで可能になりました。Poligrindは従来の仕上げ研削ホイールから置き換えるだけで、3軸機だけでなく2軸機での極薄研削仕上げが可能になります。


Φ8インチ シリコンウェーハ

※1 ウェーハのエッジ部分の断面形状はR形状となっていますが、ウェーハを薄くするとこのRエッジ部分がシャープな形状となり、機械的強度が非常に弱くなります。研削水の影響や加工条件になどによりエッジ部分がばたつき、チッピングが発生しウェーハ破損の原因となります。(図1)
研削条件・アプリケーション
(エッジトリミング後)
研削条件に関しては粗研削、仕上げ研削ともに砥石軸の送り込み速度を最終仕上げ厚み付近で低速化することで低負荷研削が可能です。またエッジチッピング低減対策としては、砥石軸の回転速度を低速化しつつウェーハ吸着テーブル側を高速化するなどのアプリケーションが有効です。
エッジチッピング低減対策の別のソリューションとしては、エッジトリミング(写真7)という手法があります。これは研削加工前にあらかじめウェーハエッジ部に溝入れを行っておくことで、ウェーハの薄化後にエッジがシャープな形状にならないようにするプロセスであり、大幅なエッジチッピング低減を実現できます。
-
エッジトリミング有り
-
エッジトリミング無し
抗折強度の向上(ストレスリリーフ)
Poligrindの使用などにより、研削による薄仕上げの加工品質も向上していますが、砥石による加工であるため、わずかながらウェーハ表面に破砕層が残ります。ディスコでは、この破砕層を除去することで、チップ抗折強度をより一層向上させるストレスリリーフ技術についても、お客様のニーズに合わせてさまざまなプロセスを提供することが可能です。(表1)
| ドライエッチング | フッ素系ガスのプラズマにより、エッチングを行うストレスリリーフプロセスです。DBG※2と組み合わせることで、チップ側面のストレスリリーフも可能です。 |
|---|---|
| ドライポリッシング | ドライポリッシングホイールを使用し、水や薬液を一切使用せず、乾式のストレスリリーフプロセスです。 |
表1. ディスコのストレスリリーフ
※2 DBG (Dicing Before Grinding)とは、先にウェーハをハーフカットした後、裏面研削によりチップ分割する技術です。ウェーハの反り影響を受けず、裏面チッピングも大幅に低減します。
お問い合わせ
ご質問・ご相談等ございましたら、お気軽にお問い合わせ下さい。

